Stacker, Ship Loader, Eco Hopper, Reclaimer, Truck Unloader, Belt Conveyor Manufacturer


SKE Industries offers a wide range of conveyor belts designed for bulk material handling belt conveyors. Our products include EP conveyor belts, steel cord conveyor belts, NN conveyor belts, PVC/PVG conveyor belts, etc., which are tailor-made for industries such as mining, ports, steel, power and more.

SKE Industries is a Fabric conveyor belts supplier. Compared with steel cord conveyor belts, they are more economical and effective.

SKE Industries is a solid woven conveyor belt supplier in China. We provide PVC Type and PVG Type solid woven belts.

SKE is a pipe conveyor belt supplier and we provide Steel Cord Pipe Conveyor Belt and Fabric Pipe Conveyor Belt for sale.

SKE Industries supplies diamond, chevron, fishbone, herringbone and v pattern conveyor belt. Get a conveyor belt quote now.

Skirt conveyor belt is also called corrugated sidewall conveyor belt. SKE provide quality and reliable sidewall conveyor belt for sale.
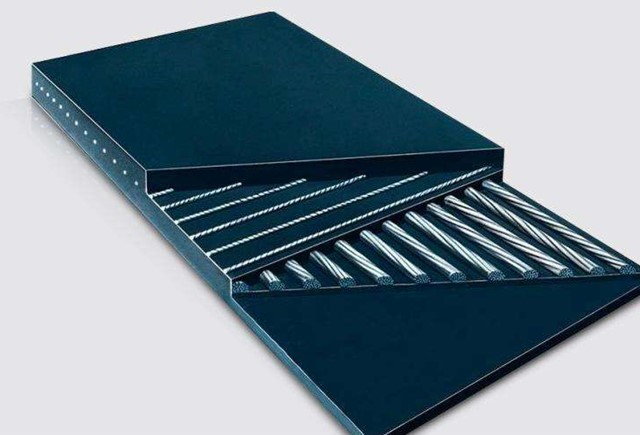
Are you finding steel cord conveyor belt manufacturers for detail specification. SKE is a steel wire rope conveyor belt supplier.

Fire resistant conveyor belt are mainly used to convey flammable explosive materials. SKE provides flame resistant conveyor belt for sale.

Acid and alkali resistant conveyor belts are also called chemical resistant conveyor belt. SKE provides acid/alkali resistant rubber belt.

Heat resistant conveyor belt supplied by SKE are widely used in conveying high heat materials, and its temperature is over 80°C.
SKE Industries is a conveyor belt dealer in China with over 13 years of experience supplying conveyor belts. Our belts are used in a wide range of industries for efficient transport of goods and materials, whether over short or long distances, on steep inclines or gradual declines. We specialize in providing rubber belts for the mining and aggregate industries, helping solve various logistical challenges.


When you choose SKE Industries as your supplier, you buy into more than decades years of experience of designing and delivering conveying solutions for almost any conceivable application and in any configuration. When it comes to conveyor belts there is no room for compromise.
If you're shopping for a heavy duty conveyor belt, application and environment should be the two top considerations when selecting a heavy-duty conveyor belt.
Underground belts are made of flame-resistant materials. Special agents, impregnation paste, and rubber components are added during manufacturing to help decrease the friction factor and increase fire resistance. The selection of an above-ground conveyor belt is mainly determined by the properties of the raw materials you're transporting. The levels of humidity, granularity, and abrasion characteristics are all essential factors in this decision.
The sharp, jagged, abrasive materials can damage the belt much faster. This is why it's important to choose a belt that's specifically designed for your application and is well-supported in the loading zone.
If the conveyor belt will be used in underground, you may consider this factor.
Some belts are made to last longer than others. Understand your needs when it comes to durability and ruggedness. Failure to consider this could result in productivity loss and increased downtime.
Depending on the thickness of the belt fabric from top to bottom, there is a manufacturer-recommended pulley diameter that you'll need to consider.
Conveyor belts will be corroded, especially when transporting materials with acidic and alkaline properties.
While many belts can be custom-made to fit a desired length and width, it's always best to know your sizing requirements.
The temperature of the materials you're transporting is another vital consideration, especially used in coking plants and steel plants.