Stacker, Ship Loader, Eco Hopper, Reclaimer, Truck Unloader, Belt Conveyor Manufacturer

Belt conveyors are used for handling bulk materials. SKE Industries is a belt conveyor manufacturer in China and offer in-plant conveyor, overland conveyor, pipe belt conveyor, sidewall belt conveyor, engineered for durability and efficiency in industries like mining, quarrying, aggregate, ports, power and more industries. With capacities up to thousands of tons per hour, our conveyors ensure reliable material transport over fixed routes.
The K2 belt conveyor is a type of mining and quarry conveyor which is mainly used in ore and stone crushing & screening plant. Due to the modular design structure, the K2 series conveyors can be set up easily and quickly than normal conveyor belts.

KL overland conveyor is designed for long distance conveyance of bulk materials in industries like mining, quarrying, power, etc. The overland belt conveyor is especially suitable for large conveying capacity and long conveying distance.

KP pipe belt conveyor is also named tubular belt conveyor. The pipe conveyors will keep bulk materials conveyed in a belt pipe. This equipment will not have problems with conveyor belt deviation or overflow of materials.

KS type corrugated sidewall belt conveyor can be used as a linking or feeding conveyor for bulk material conveying. It can realize large-angle conveying and occupies very little space for installation.

DTⅡ (A) belt conveyor is widely used in bulk materials loading and unloading, stockpiling, mining, sand aggregate conveying, etc. This type of belt conveyor is designed based on Chinese DTⅡ (A) Standard.

The steel cord belt conveyor is widely used in long distance and heavy-duty bulk materials moving situations. Due to its steel cord conveyor belt, it can suit for large conveying capacity and long conveying distance.
Belt conveyors are the most commonly used and versatile mechanical systems for transporting materials horizontally or at inclined angles. They complement machines in mining and bulk material handling systems and serve as the main component in material transport due to their 100% availability.

In-plant conveyor for production of aggregate, sand, coal, woodchips, etc.

Overland belt conveyor for industries of mining, quarrying, energy, etc.
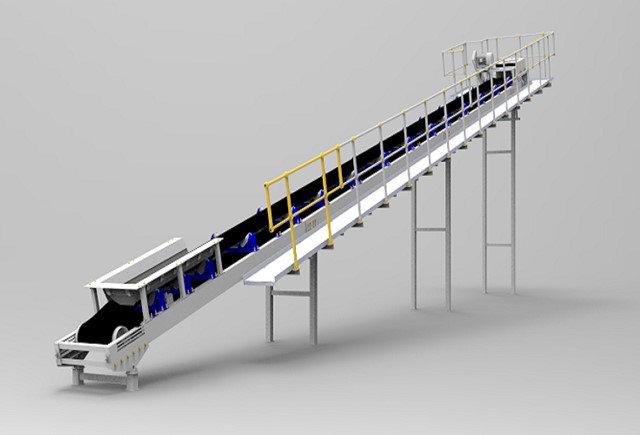
| A: Conveyor Pulley and Guard | F: Belt Conveyor Cover |
| B: Exhaust Port | G: Truss Frame |
| C: Inlet Chutes (Feeding Chute) | H: Walkway |
| D: Rubber Skirt-board | I: Conveyor Idlers |
| E: Conveyor Belt | J: Channel Frame |
| 1. Hoppers, Bins and Silos | 7. Belt Conveyor Covers |
| 2. Transfer Towers | 8. Belt Scale (Used for tracking quantity/interval of time) |
| 3. Dust Collection | 9. Structural Platforms |
| 4. Mechanical or Gravity Take-up | 10. Loading Skirtboards |
| 5. Walkways and Service Platforms | 11. Transfer Chutes |
| 6. Belt Cleaners/Scrapers | 12. Concave or Convex Path, Safety Cables and Shut-offs, Gallery Enclosures, Gates, Screens, Guards, Inspection Doors |
SKE Industries is a leading manufacturer and supplier of belt conveyors. Our belt conveyors range from short to long distances, capable of single-flight lengths. Below are some typical applications of our belt conveyors. SKE Industries provides bulk material handling equipment and solutions to a variety of industries, including:
Our belt conveyors are engineered to handle the most demanding applications with ease. Built with high-strength materials and components, they are designed to withstand heavy loads, abrasive materials, and harsh industrial environments. Whether transporting bulk materials like cement, coal, or minerals, our conveyors ensure long-lasting performance.
Our belt conveyors are designed for heavy-duty applications, with high load-bearing capacity that can transport large volumes of material efficiently. This makes them ideal for industries such as mining, construction, cement, and manufacturing where large-scale material handling is critical.
With advanced belt technology and precise engineering, our belt conveyors offer optimal speed and throughput. They allow for continuous, efficient material flow, significantly reducing downtime and improving productivity in your operations.
Our belt conveyors are designed with energy efficiency in mind. With low power consumption and optimized drive systems, they provide cost-effective operation while reducing environmental impact. This efficiency translates into long-term savings for your business.
Designed for easy maintenance and minimal downtime, our conveyors incorporate high-quality components that require less frequent servicing. This means you can focus on your core operations while we ensure your conveyor is working at its best.
Investing in our heavy-duty belt conveyors means investing in a long-term, high-return solution. With low operational costs, minimal maintenance, and long operational life, our conveyors provide excellent value, making them a smart choice for industries looking to optimize material handling.